

No products in the basket.


Price range: £718.29 through £947.92
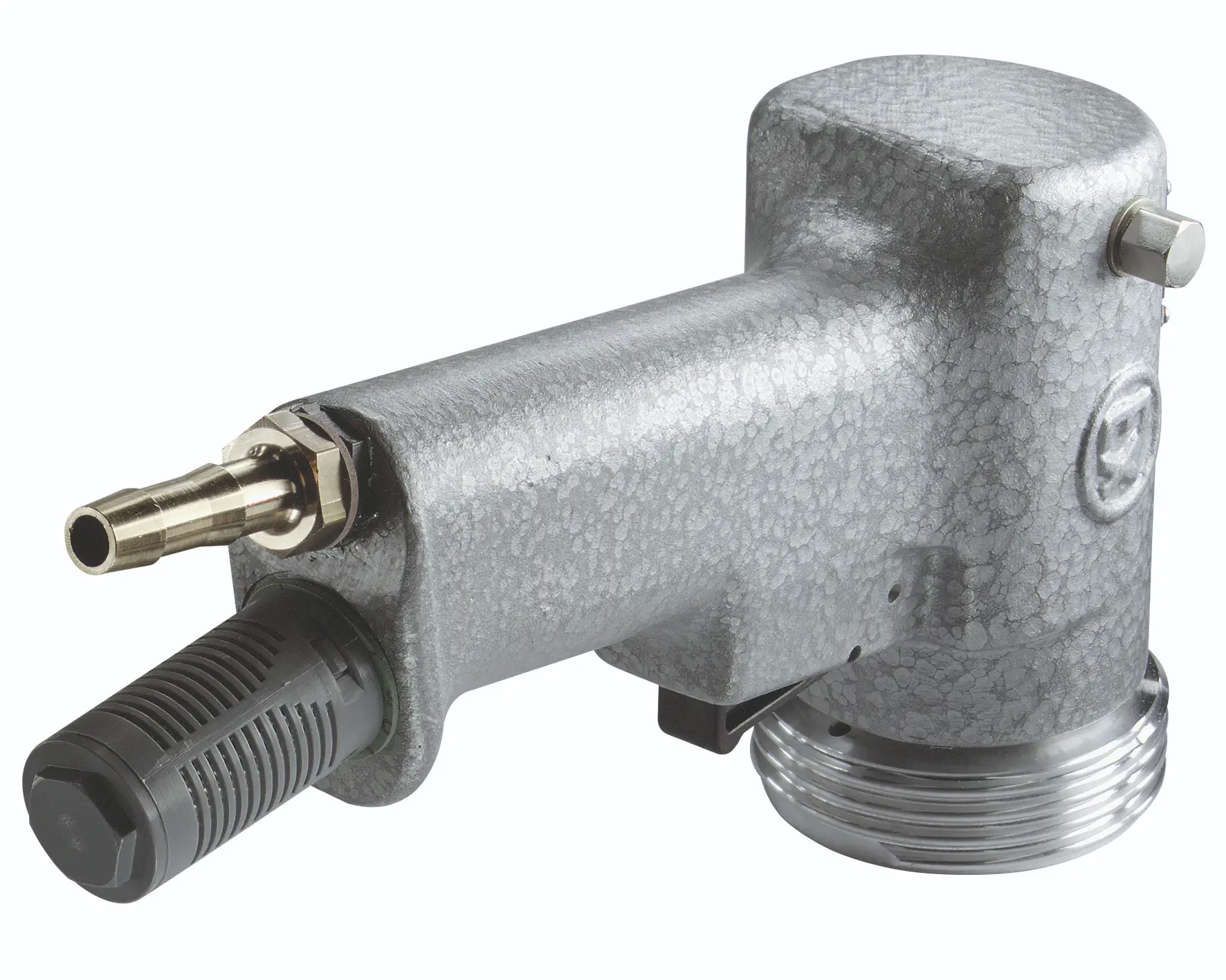
Firstly, the Flux F 416 Ex air motor is powerful and easy to handle. Its minimal weight, under 1.5 kg in all variants, means operators can comfortably use this motor for long shifts without risk of strain. It delivers unparalleled safety and performance in hazardous fluid transfer operations.
The 900 W power output delivers high flow rates and discharge pressure, ideal for tough pumping applications. Typical applications include IBC mixing in combination with the F 426 pump, pumping fluids to the top of reaction vessels or tanks, and handling high-viscosity, adhesive media, in combination with the F 570 pump.
The F 416 Ex is constructed from electrically conductive materials, therefore eliminating ignition risks associated with spark generation. Therefore, this motor is safe to use in ATEX Zone 1/2 classified areas where flammable vapours, or explosive gases may be present.
However, the motor is not certified for use in areas with explosive air-dust mixtures.
Unfortunately, one of the downsides of compressed air motors is their need for lubrication. Typically, this takes the form of a lubricator unit installed in the air supply line, comprising a bowl filled with mineral oil. As air flows through the bowl, a small amount of oil is picked up and carried to the motor.
The F 416 Ex motor utilises spring-loaded, polyester-ceramic blades that do not require oil lubrication.
Although vane life may be negatively impacted to a small degree, lube-free operation is a significant benefit in certain industries. For example, pharmaceutical production, food manufacturing and laboratory environments, where oil mist from the motor exhaust may be a contamination risk.
Drum pumps for safe area use are most commonly powered by electric motors, primarily due to their convenience, flexibility and low noise output. However, thanks to its inherent safety, compressed air is an ideal power source for pumping flammable, volatile chemicals, such as fuels and solvents.
Therefore, compressed air supplies are commonly installed in Ex-designated industrial settings, such as manufacturing plants, oil & gas facilities and chemical handling areas.
Because of costs and safety concerns, such areas may have limited access to mains electricity, therefore a drum pump air operated motor, like the Flux F 416 Ex can be a sensible choice.
However, this assumes that the compressor can deliver the required air pressure and volume (and there is enough spare capacity available) to power the barrel pump motor.
Overall, however, electric motors are more cost-effective to run, compared to compressed air motors. This is because producing compressed air is inherently inefficient, as electricity is consumed by the compressor, to create the compressed air.
When the purchase cost of the compressor and the cost of installing the air supply network in a building is factored in, a compressed air installation may not be viable. In addition, Flux offers Ex-certified electric motors, including the brushless FBM 4000 model, which is ideal for heavy-duty use in Ex-classified, Zoned areas.
Air motor stalling can occur due to a few factors, but tends to occur more often during the initial break-in phase of a new motor. The vanes inside the Flux F 416 Ex drum pump air operated motor rely on centrifugal force to extend outwards and therefore engage with the rotor housing.
If the air is introduced too gradually, it may flow around the partially extended vanes instead of initiating full rotation. Consequently, this can result in the motor passing air, without turning.
If the motor continues to stall, contact our support team—your unit may require inspection or service. We can install a replacement rotor and vanes and return the motor with a new 1 year warranty.





Reviews
There are no reviews yet.