What Is a Drum Pump? | Industrial Drum Pump Guide – Flux Pumps UK
Drum pumps are a type of pump specifically designed for transferring fluids from drums, barrels or IBCs. Occasionally a longer or shorter drum pump is specified for a larger tank or a mixing vessel. Drum pumps are common in industrial settings such as laboratories, petrochemical sites, water treatment works, manufacturing facilities and distribution centres.
Also known as barrel pumps or oil drum pumps, they are designed to be portable and easily inserted into the opening of a drum, barrel or IBC. The pumps are long and thin in order to reach the bottom of the vessel and to fit into narrow container openings. The pumps typically consist of a drive motor or hand-operated mechanism, a rigid pump tube (also referred to as a pipe, lance, wand or stick), a hose assembly and a nozzle or spout for dispensing the fluid.
Drum pump variations
Different diameter pump tubes are available for different sized containers. Smaller diameter pumps deliver lower flow rates and are commonly used to empty small containers and carboys (typically 20-70 litres). Larger diameter pumps are preferred for bigger containers, when higher higher flow rates or delivery pressures are required.
The pump inlet is at the bottom of the pump tube, therefore liquid is pumped from the bottom of the container. Different types of drum pumps are available: Hand-operated pumps include rotary and piston-operated designs that typically utilise a suction mechanism. However, powered pumps are usually positive displacement or centrifugal designs, depending on the specific type and model.
The choice of pump depends on fluid type, rheology, density and viscosity, plus desired performance characteristics. The materials of construction also vary depending on the compatibility requirements of the pumped fluid.
These pumps provide efficient, safe transfer of liquids, reduced risk of spills or leaks and the ability to control the flow rate during dispensing.
Below we have answered various questions about drum pumps:
What do you use a drum pump for?
When do you need a food grade drum pump?
How do drum pumps work?
The typical design elements of a drum pump
The advantages of a drum pump
What is a drum pump used for?
Most importantly, drum pumps are a convenient, portable method of dispensing potentially hazardous liquids, without the need for manually lifting and pouring from heavy containers. They can handle a wide range of low viscosity liquids, including chemicals, oils, solvents, fuels, food and beverage products, along with various viscous substances eg. grease, resins, pastes. Many industries and commercial facilities choose electric drum pumps to efficiently and safely transfer liquids from drums or IBCs. Furthermore, drum pumps are easy to clean and maintain for repetitive use.
The primary purposes of using a drum pump include:
1. Fluid transfer
Firstly, extracting liquids and transferring them to smaller containers, mixing vessels, process equipment or filling machines. Operators and process industry professionals find them particularly useful for quickly transferring small or large volumes, or when accurate flow control is required. When selecting drum pumps for flammable or corrosive liquids, it is essential to consider efficiency, safety, chemical compatibility and applicable standards.
2. Dispensing and dosing
Drum pumps enable controlled dispensing and precise dosing of fluids. They are available with optional variable speed motors, flow metering or batch dispensing capabilities, thereby allowing users to accurately dispense the desired amount of liquid.
3. Mixing and blending
Drum pumps can mix or blend liquids within the drum or IBC itself. Flux Pumps model F426 is our mixing pump. By pumping the liquid from the bottom of the drum and returning it through slots cut in the pump tube, the pump consequently creates circulation and promotes mixing of the contents.
4. Emptying drums
Most centrifugal drum pumps will empty nearly all of the container contents, but some residual liquid will remain. When a drum needs to be emptied completely, specialist pumps such as our F425 model with back-flow valve will remove up to 99.9% of the liquid, minimising waste and ensuring the drum is ready for storage, disposal, or cleaning for reuse. In addition, our ViscoFlux pump with follower plate will remove up to 99% of high viscosity product from open-topped drums.
To summarise, a 55 gal drum pump is a practical solution for transferring low and high viscosity media from drums and IBC’s. They are cost-effective, convenient, efficient and safe to use in industrial, sanitary and commercial applications.
When do you need a food grade drum pump?
Food grade barrel pumps typically transfer or dispense food and beverage products from carboys, drums, mixing vessels, or IBC containers. These pumps meet the hygiene and safety requirements of the food industry. A food grade electric drum pump may serve many purposes:
1. Transferring liquid ingredients
Firstly, food producers commonly use food grade drum pumps to transfer liquid ingredients, such as oils, syrups, purees sauces and dairy products, from containers to production equipment. The main purpose of food grade drum pumps for viscous liquids is to facilitate safe and efficient product transfer without manual pouring or scooping, for instance, pumping tomato paste. They are typically made of stainless steel for cleanliness and to withstand the high discharge pressures required to pump thick substances.
2. Filling containers
When filling smaller containers, such as bottles or jars, a food grade drum pump can ensure accurate and controlled dispensing, minimizing spillage and waste.
3. Bulk dispensing
For dispensing large quantities of food or beverage products into tanks, vats, or other containers, these pumps can provide an efficient and sanitary solution.
4. Maintaining product integrity
Furthermore, we construct our food grade pumps from certified materials that are safe for contact with food, ensuring the pumping process does not contaminate or compromise the product quality.
5. Meeting regulatory requirements
Many food safety regulations and standards require the use of equipment specifically designed for food handling. Therefore, a food grade electric drum pump complies with these regulations and ensures a higher level of food safety.
Note that specific requirements for food grade pumps vary depending on the nature of the food or beverage, local regulations and the needs of the food processing operation. Therefore, it is always recommended to consult relevant industry guidelines and regulations to determine the appropriate equipment for your specific application. Flux manufactures pumps to comply with the following regulations:
FDA CFR 21
EC 1935 / 2004
3A
So, food grade drum pumps handle food and beverage products and ingredients, while industrial drum pumps are intended for transferring all manner of chemicals, including acids, alkalis, oils, lubricants, solvents and fuels. The primary differences between a food grade pump and industrial pump lie in the design of the pump itself, the materials used in their construction, the quality of the surface finish and the certification provided.
Each pump type uses materials and construction methods tailored to meet the requirements and regulations of its industry. For example, food grade pumps will have different o-rings, mechanical seal designs (if present), treated and polished welds and a higher quality surface finish. Such considerations are necessary to ensure there are no dead spots, where bacteria could survive.
How do drum pumps work?
Drum pumps are available in different types but the general principles of operation remain similar.
1. Types of Drum Pumps
Hand-operated pumps: Use a piston or lever mechanism that creates suction.
Electric pumps: These pumps use an electric motor to drive the pumping action. Various motor types are available depending on the application.
Pneumatic drum pumps: These pumps use a compressed air motor to drive the pumping action. Again, various motor types are available depending on the application.
2. Pump Construction
Drum pumps consist of a rigid tube inserted vertically into the drum or barrel, a drive mechanism (contained within the rigid tube), and a motor or hand-operated lever power the pump and control the dispensing operation. The materials of construction will vary depending on the application and type of pump.
3. Insertion
The pump tube is manually inserted into the vessel containing the liquid. Operators occasionally use a hoist or spring balancer to reduce risks associated with manual handling.
4. Operation
The operating principle of the pump depends on its type:
Hand-operated pumps: Repeatedly activating the suction mechanism draws liquid into the pump and discharges it through a spout or outlet. Hand pumps typically dispense approx. 0.3 litres per stroke. They are suitable for transferring smaller quantities into jugs or containers.
Electric pumps: The motor is connected to a driveshaft that powers an impeller, or rotor, inside the pump. This forces the liquid through the pump and out through the discharge outlet. Single phase and three-phase motors are available. These pumps typically deliver flow rates from 25-200 LPM.
Pneumatic pumps: Compressed air or gas powers a vane motor, which consequently drives the driveshaft mounted impeller or rotor. These pumps typically deliver flow rates from 30-220 LPM.
5. Discharge
After being energised by the rotor or impeller, liquid flows from the drum or barrel up the pump tube and out of the side discharge port. The liquid is then directed into another container or system, usually via a flexible hose and control valve or hand nozzle.
Drum pump selection guidance
Drum pumps can be used with many liquids, however, you must check that the pump type and materials of construction are compatible with the liquids being transferred. Properly cleaning and maintaining the pump ensures its longevity and prevents contamination when transferring different liquids. Flux model F430 is highly regarded in this respect, being both extremely easy to dismantle for cleaning and having minimal wetted surface area. Selecting drum pumps for chemicals requires careful consideration to ensure compatibility, durability and safety.
The type and size of the container/s will determine the immersion length chosen for the pump. Typical lengths vary from 500 mm to 1200 mm. However, for a 55 gallon drum pump, the most common size is 1,000mm long. A typical IBC pump is 1200 mm long. The pumps are specified to work in any operational space and to reach the bottom of the container. Furthermore, Flux manufactures specialist pumps up to 3,000 mm long, for use in sumps, tanks and bunded areas.
Typical design features of a drum pump
These are the typical design elements of a drum pump:
1. Motor
The motor usually connects to the pump tube with a hand operated union nut, however, with some progressive cavity pump designs e.g. Flux F 580, the motor is bolted directly to the pump tube. The “male” motor driver engages with a matching “female” coupling in the top of the pump tube.
2. Pump Tube
The pump tube is the part of the drum pump that comes into contact with the fluid. Flux pump tubes are available in diameters from 25 mm up to 53 mm diameter. Always check the diameter of the container opening before purchasing a drum pump. Furthermore, tubes are available in different materials to ensure compatibility with the pumped fluid/s.
Flux constructs impeller pump tubes from five key five materials: Stainless Steel 316, PVDF, Aluminium, Polypropylene, and Hastelloy C. Material selection is based on compatibility with the pumped media and its temperature. Each material has its strengths and limitations in terms of chemical resistance, so choose a chemical drum pump that best suits your application. As a general guide:
Stainless steel 316 – typically used for food products, cosmetics, pharmaceuticals, flammable fuels and solvents.
PVDF – typically used for concentrated acids, e.g. sulphuric, nitric.
Aluminium – typically used for oils and diesel fuel.
Polypropylene – used for a wide range of aqueous liquids, but typically low concentration acids and alkalis.
Hastelloy C – rarely specified due to its high cost. Used when stainless steel is incompatible e.g. for flammable acetates, chlorides or unusually corrosive acids. Also used in high temperature applications and particularly harsh environments.
3. Seals and Gaskets
Seals and gaskets are important for leak prevention and to maintain the integrity of the pumped fluid. Therefore, all drum pumps have seals and gaskets to prevent leakage or vapour emissions. O-rings, seals and gaskets are available in different materials, depending on the application and the fluid. Typical materials include:
FKM (Fluoroelastomer). Trade name, Viton. FKM o-rings are widely used in chemical applications. They have high resistance to heat, chemicals, fuels and additionally oils.
FEP (Flourinated Ethylene Propylene). These encapsulated o-rings offer high chemical resistance and good sealing ability for a reasonable price. Use with concentrated acids and corrosive solvents.
EPDM (Ethylene Propylene Diene Monomer). Synthetic rubber o-rings that exhibit good resistance to strong alkalis, eg. Caustic Soda.
FFKM (Perfluoroelastomer). Trade name, Kalrez. FFKM offers ultimate chemical and heat resistance (but at a price). For use with highly aggressive acids and solvents.
NBR (Nitrile or Buna-N). Common rubber o-rings that offer excellent resistance to oil, diesel and other hydrocarbon-based fluids. They have good abrasion resistance, but are not suitable for use with solvents, acids or alkalis.
PE (Polyethylene). Low cost non-elastomeric gasket material with good chemical resistance.
PTFE (Polytetrafluoroethylene). Non-elastomeric gasket material with excellent chemical resistance.
4. Pumping Mechanism
Impeller pumps
Finally, drum pumps employ different pumping mechanisms depending on the type and viscosity of the fluid. Flux designs include centrifugal (impeller) and progressive cavity (positive displacement) types.
The most common type of drum pumps. Widely used for low viscosity fluids with viscosities below 1,000 mPas. Well-suited to high flow, low-pressure transfer applications.
Design overview:
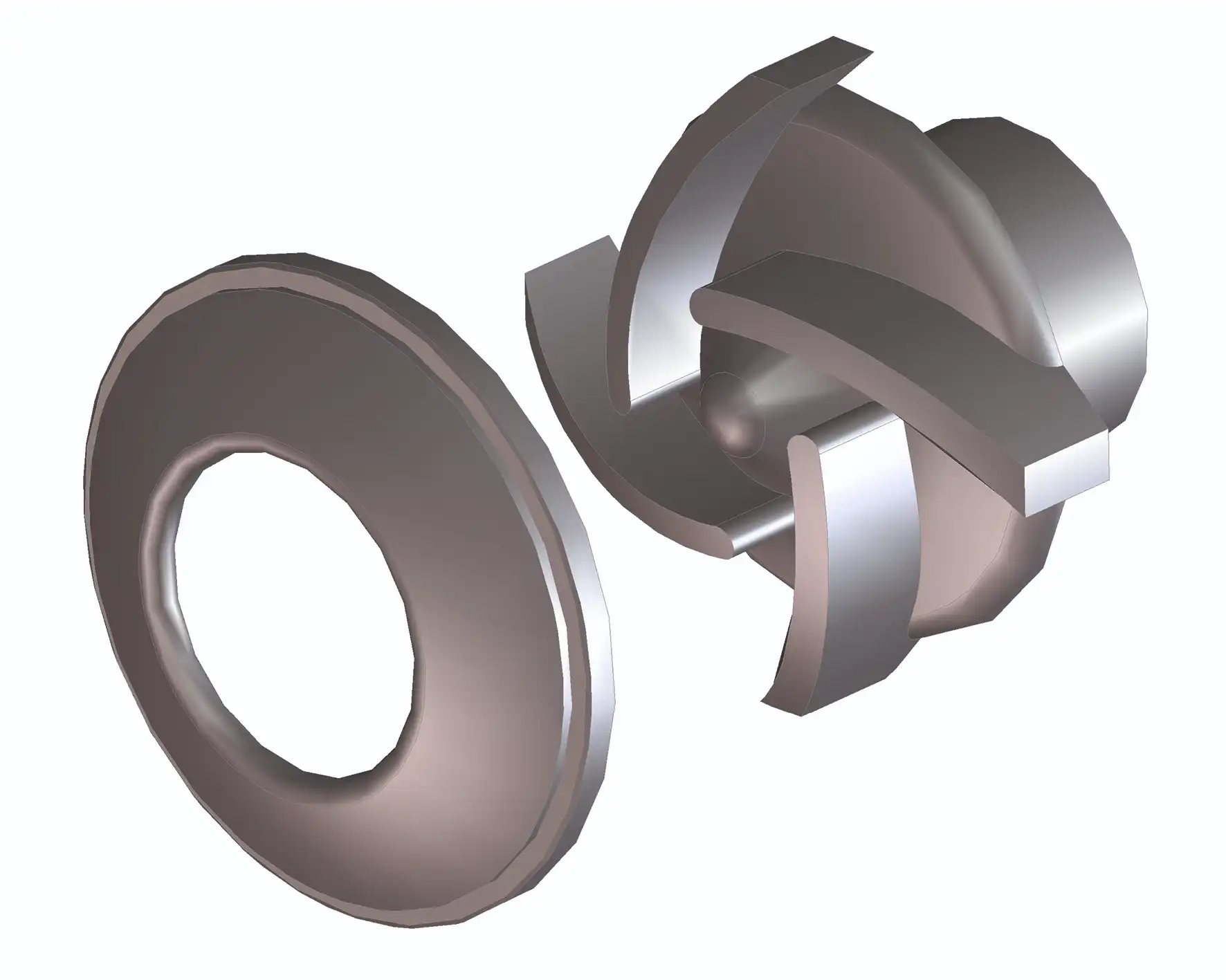
The drive mechanism is housed inside a rigid tube, known as the inner tube. This tube is positioned within a second, larger diameter tube (the outer tube). The motor coupling connects to a long driveshaft, which obtains support from a series of bearings inside the inner tube. An impeller is mounted at the end of the driveshaft, just above the liquid inlet. Flux utilises both axial and semi-axial impeller designs, depending on the application.
Liquid flows into the pump inlet at the bottom of the outer tube, under the effect of gravity and atmospheric pressure. The impeller energises the liquid, forcing it upwards from the bottom of the container between the inner and the outer tubes, in an axial direction, parallel to the driveshaft. This action consequently removes nearly all the liquid from the container.
The impeller is driven directly by the motor, which spins at high speeds up to 10,000 RPM. Damaging shaft deflection and vibration can occur at these high speeds, therefore Flux utilises large diameter drive-shafts, a greater number of bearings (each with high surface area) and high quality materials to provide the longest possible service life.
Flux impeller pump tubes are available in different designs depending on the application:
FP424 Seal-less impeller: For non-crystallizing, low viscosity fluids without solid particles. Low maintenance design with unique spiral shaft support bearing for maximum service life.
F430 Mechanically sealed impeller: Minimal wetted area, suitable for solids-laden and crystallizing low viscosity fluids. The mechanical seal requires periodic replacement.
Slow-running pumps, typically used for handling high viscosity fluids up to 100,000 mPas (and even higher viscosity, shear-thinning, non-newtonian fluids e.g. petroleum jelly). Importantly, these pumps can also achieve the high discharge pressure needed to move adhesive, newtonian mediaand even some dilatant materials. Flux Viscopower PC pumps provide a maximum delivery pressure of 15 Bar. Flux manufactures progressive cavity pump tubes only in stainless steel material.
Design overview:
Flux Viscopower pumps comprise either a heavy-duty bearing flange design (directly driven at <1,000 RPM by a 3-phase electric motor or high-power compressed air motor) or a more portable gearbox-driven design (powered at <8,000 RPM by a single-phase electric motor, or compact compressed air motor). Importantly, the gearbox reduces rotor speed to <1,000 RPM. An open or closed (industrial or sanitary), hard-faced mechanical shaft seal is employed to seal the top of the pump tube (below the motor), preventing leakage.
The motor coupling is connected to a long driveshaft. In contrast to impeller pumps, the driveshaft is unsupported by intermediate bearings within the pump tube. A helical stainless steel rotor is fitted to the end of the driveshaft. The male rotor is seated inside (and supported by) a female stator, which features a matching helical profile. The stator is manufactured from a softer, sacrificial material and is pinned inside the removable stator housing at the end of the pump tube.
Contact between the rotor and stator has two effects:
Creates a partial vacuum to help draw in the fluid.
Allows the pump to develop the discharge pressure required to drive the fluid up the pump tube and beyond.
Flux progressive cavity pump tubes are available in two different designs depending on the application:
F570 Progressive cavity: Lightweight high viscosity pump with gearbox for handling fluids up to 30,000 mPas. For use with F 400 series single-phase electric motors and compressed air motors.
F580 Progressive cavity: High viscosity direct-drive pump with bearing flange and bolted motor, for handling fluids up to 100,000 mPas. For use with 3-phase electric motors and FPM series high-power compressed air motors.
Rotors and stators are available with different profiles depending on the viscosity and rheology of the pumped media and the desired performance.
Stators are available in four different materials – NBR, EPDM, PTFE or FKM, depending on the fluid to be pumped and the desired flow and pressure.
5. Discharge Nozzle
Centrifugal drum pumps are typically used with a discharge nozzle or spout that allows the fluid to be directed into the receiving container, or vessel. The nozzle includes a valve or control mechanism, to regulate flow and stop the discharge hose from draining under gravity when the pump is switched off.
6. Hose
A flexible hose is usually attached between the pump outlet and discharge nozzle, to transfer the fluid to the desired location. The hose should be constructed from (or lined with) materials compatible with the type of fluid pumped e.g. PVC, NBR, PE or PTFE.
7. Safety Features
Depending on the application, drum pumps may incorporate safety features such as grounding wires to prevent the build-up of static electrical charge, explosion-proof motors for handling flammable liquids, overload or over-pressure protection mechanisms, or low-voltage protection. Flux also offers accessories such as fume glands, which limit vapour emissions when pumping volatile solvents.
8. Mounting Options
Pumps are secured in the container via a compression gland or bung. This stops the pump moving in the container during use and prevents dirt or foreign items from accidentally falling in. These devices have threads specifically designed to fit certain drum types/IBC caps eg. steel 205 litre drums, polyethylene 220 litre UN drums, IBC caps with BSP threaded bung hole.
If the application involves dangerous vapour, gas or mist, a fume gland is used. The fume gland eliminates harmful vapour emissions, but still allows air into the drum to stop a vacuum forming. Screw clamp assemblies are available to secure drum pumps in open-top containers, tanks and mixing vessels.
9. Accessories
Finally, programmable batch dispense controllers, flow meters, filters, or specialized nozzles are available to enhance the functionality of the drum pump, or meet specific requirements of the application.
Flux Pumps are experts in drum and IBC transfer applications. It is important to note that specific designs and features may vary across different manufacturers and models of drum pumps.
The advantages of a drum pump
Here are some advantages of using a drum pump:
Efficiency
Firstly, drum pumps improve the speed and efficiency of transferring liquids. They fit into the restricted openings of drums and barrels, allowing for quick and efficient pumping without the need for manual handling or pouring.
Safety
Furthermore, drum pumps are a safer alternative to manual pouring or siphoning. They are available with built-in safety features such as anti-drip nozzles, explosion-proof motors and back-flow valves, plus optional fume glands, to reduce vapour emissions.
Versatility
Drum pumps are available in various configurations and materials to suit different types of liquids and chemicals. They can handle a wide range of viscosities, from thin fluids to highly viscous substances. Therefore, making them suitable for a diverse range of applications.
Contamination prevention
Drum pumps maintain the integrity and purity of the pumped media. They typically have sealed pumping mechanisms that prevent air exposure, reducing the risk of contamination, oxidation, or degradation of the liquid.
Cost-effectiveness
By using a drum pump, you can efficiently extract liquids from drums or barrels and limit wastage. They eliminate the need for manual handling or multiple transfers, reducing the chances of spills and product loss. This can result in cost savings over time.
Convenience
Drum pumps are reliable, easy to use and require minimal effort to operate. They are lightweight, portable and often equipped with ergonomic handles or controls, providing comfortable, hassle-free pumping. Flux Pumps can add and incorporate features such as variable speed motors, flowmeters and batch controllers for dispensing pre-set quantities accurately.
Environmental benefits
Drum pumps can contribute to environmental sustainability by reducing product waste and minimising the risk of spills or leaks, especially when it comes to drum pumps for corrosive liquids. Finally, they help prevent accidental contamination of soil, water sources, or the surrounding environment, making them an environmentally friendly solution for liquid transfer.
If you would like assistance selecting a drum pump contact thesales team at sa***@***********co.uk.